Sectioning Techniques
Master the art of sectioning metallographic samples using abrasive cutting and precision wafering. Learn proper blade selection, cutting parameters, and techniques to minimize damage and deformation.
Table of Contents
Introduction
Sectioning is the first critical step in metallographic sample preparation. The goal is to cut a representative sample from the larger workpiece while minimizing damage, deformation, and heat generation. Proper sectioning techniques ensure that subsequent preparation steps (grinding, polishing) can efficiently remove the damaged layer and reveal the true microstructure.

Precision abrasive cut-off blades designed for metallographic sectioning. Proper blade selection minimizes heat generation and deformation during cutting.
There are two primary sectioning methods used in metallography: abrasive sectioningand precision wafering. Each method has specific applications and advantages. Understanding when and how to use each technique is essential for successful sample preparation.
Guide Structure: This guide follows a logical flow: First, learn about each sectioning method (Abrasive Sectioning and Precision Wafering), then select the appropriate blade (Abrasive Blades or Diamond Blades), configure Cutting Parameters, follow Best Practices, and refer to Troubleshooting if issues arise.
Abrasive Sectioning
Abrasive sectioning uses a rotating abrasive cut-off wheel to cut through materials. This method is versatile and can handle a wide range of materials, from soft non-ferrous metals to hard steels and ceramics. The key to successful abrasive sectioning is selecting the appropriate blade, controlling cutting speed and pressure, and using adequate cooling.
How Abrasive Sectioning Works
Abrasive cut-off wheels contain abrasive particles (typically aluminum oxide or silicon carbide) bonded together with a resin or rubber matrix. As the wheel rotates, the abrasive particles remove material through a combination of cutting and grinding action. The bond type and abrasive composition determine the wheel's cutting characteristics, including cutting speed, material removal rate, and heat generation.
Advantages of Abrasive Sectioning
- Versatility: Can cut virtually any material, from soft aluminum to hard ceramics
- Cost-effective: Abrasive blades are relatively inexpensive compared to diamond blades
- Fast cutting: Efficient material removal for most applications
- Wide availability: Abrasive blades are readily available in many sizes and types
Limitations
- Generates more heat than precision wafering
- Can cause more deformation in soft materials
- Blade wear requires periodic replacement
- May not be suitable for very thin sections or delicate materials
Key Principle: The goal of abrasive sectioning is to remove material efficiently while minimizing heat generation and deformation. This requires proper blade selection, controlled cutting speed, adequate cooling, and appropriate pressure.
Next Steps: Once you understand abrasive sectioning, proceed to Abrasive Blade Selection to choose the right blade for your material, then review Cutting Parametersfor optimal settings.
Blade Selection for Abrasive Cutting
Selecting the correct abrasive blade is critical for successful sectioning. The blade must match the material being cut, the cutting conditions, and the desired results. Different blade types are optimized for different materials and applications.

Precision abrasive cut-off blades available in various types and sizes for different material applications.
Blade Types and Applications
Abrasive blades are classified by their abrasive type, bond hardness, and application. The guiding principle is that the bond should break down at a rate matched to the material being cut: a bond that is too hard glazes over and burns the sample, while a bond that is too soft wears away quickly but cuts cleanly. The following table maps material classes to the appropriate abrasive and bond type:
| Material Class | Abrasive / Bond Type | Typical Blade Thickness (Kerf) |
|---|---|---|
| Soft non-ferrous materials (aluminum, brass, zinc, etc.) | Alumina or silicon carbide, resin bonded (softer bond) | Standard, 1.5–2.5 mm |
| Hard non-ferrous materials (titanium, zirconium, etc.) | Silicon carbide, resin-rubber bonded | Standard, 1.5–2.5 mm |
| Soft steels | Alumina, resin bonded | Standard, 1.5–2.5 mm |
| Hard and case-hardened steels (HRC > 45) | Alumina, hard bond | Standard, 1.5–2.5 mm |
| General steels and ferrous metals (including medium-hard steels) | Alumina, resin bonded, reinforced thin | Thin, 1.0–1.5 mm |
| Universal / industrial general-purpose (mixed materials) | Alumina, general-purpose bond | Thin, 1.0–1.5 mm |
Understanding Blade Categories
- Soft non-ferrous blades: Resin-bonded abrasive with a softer bond profile for aluminum, brass, and zinc. The softer bond wears appropriately on these materials so the blade keeps cutting cleanly instead of glazing. Use a general ferrous blade for soft steels instead.
- Hard non-ferrous blades: Silicon carbide in a resin-rubber bond for hard non-ferrous materials such as titanium and zirconium. Silicon carbide fractures and cleaves easily, which makes it self-sharpening on these alloys.
- Hard-steel blades: Alumina with a hard bond for case-hardened and hard steels (HRC > 45). The harder bond holds the abrasive long enough to cut efficiently through hardened material.
- General ferrous blades: Alumina, resin bonded, often in a reinforced thin profile (1.0–1.5 mm kerf). Balanced performance for most steel cutting applications.
- Universal and industrial thin blades: General-purpose alumina blades for mixed material cutting. The thin profile minimizes material loss and heat generation, and suits labs that cannot justify a full set of material-specific blades.
Blade Diameter Selection
Blade diameter affects cutting capacity and cutting speed. Larger diameter blades can cut larger samples but may generate more heat. Select the smallest diameter blade that can accommodate your sample size to minimize heat generation and material loss.
Example Products: Abrasive Cut-Off BladesAbrasive blades suitable for all material types and applications
For purchasing options and product specifications, see commercial supplier website.
Next Steps: After selecting your blade, configure the Cutting Parameters (speed, pressure, cooling) for optimal results. See Best Practices for complete procedures.
Precision Wafering
Precision wafering uses a thin diamond or cubic boron nitride (CBN) blade to make very precise, low-damage cuts. This method is ideal for delicate materials, thin sections, and applications where minimal damage is critical. Precision wafering typically produces less deformation and heat-affected zones compared to abrasive sectioning.
How Precision Wafering Works
Precision wafering blades are typically 0.1-0.5 mm thick and contain diamond or CBN particles bonded to a metal or resin core. The thin blade minimizes material loss and reduces the heat-affected zone. The cutting action is more like precision machining than abrasive grinding, resulting in smoother cut surfaces with less damage.
Advantages of Precision Wafering
- Minimal damage: Produces very little deformation and heat-affected zone
- Precision: Can produce very thin sections with tight tolerances
- Smooth surfaces: Cut surfaces are often smoother, reducing grinding time
- Delicate materials: Ideal for brittle materials, composites, and thin samples
- Low material loss: Thin blades minimize kerf width
Limitations
- Higher cost compared to abrasive blades
- Slower cutting speed for some materials
- Requires more precise equipment and setup
- Limited sample capacity (typically samples under ~50 mm)
When to Use Precision Wafering
- Thin sections (less than 1 mm)
- Brittle materials (ceramics, glass, semiconductors)
- Composites and layered materials
- Materials sensitive to heat
- Applications requiring minimal damage
- Research applications where sample integrity is critical
Precision Sectioning Demonstration
Watch Dr. Donald Zipperian demonstrate precision sectioning techniques using PACE Technologies equipment. Learn proper setup, blade selection, and cutting parameters for optimal results.
Video by Dr. Donald Zipperian, PhD - PACE Technologies | Watch on YouTube
Next Steps: If precision wafering is appropriate for your application, proceed to Diamond Blade Selection to choose the right blade, then review Cutting Parametersfor precision wafering settings.
The Precision Cutting Process
The most critical parameter in diamond sectioning is the abrasive size. Finer abrasives result in less damage, making them ideal for extremely brittle materials. Precision wafering saws are used for delicate samples requiring exact cuts, with factors like abrasive concentration, blade grit, and cutting speed all playing crucial roles in achieving the best results.
Unlike abrasive sectioning, precision wafering requires careful attention to multiple parameters simultaneously. The interaction between blade grit, abrasive concentration, cutting speed, and load determines the quality of the cut and the amount of damage introduced to the sample.
Recommended Precision Cutting Procedures
Following a systematic procedure ensures consistent, high-quality results with minimal damage. The following steps should be followed for precision wafering:
- Condition the wafering blade: Use the appropriate dressing stick to remove previous cutting swarf and smeared metal. This ensures clean, effective cutting and prevents contamination.
- Clamp the specimen properly: Secure the specimen to prevent any movement during cutting. Movement can cause blade damage, poor cut quality, and sample fracturing.
- Use a rubber pad for brittle materials: Place a rubber pad beneath brittle specimens to absorb vibration. This reduces the risk of fracturing during cutting.
- Start with lower load: Begin the cut with a reduced load to set the blade and establish the cutting path. Gradually increase load as needed once cutting is established.
- Orient for smallest cross-section: Position the specimen so the cut passes through the smallest cross-section. This minimizes cutting time and reduces the risk of damage.
- Use large blade flanges: Select the largest appropriate blade flanges to prevent blade distortion. Larger flanges provide better blade support and stability.
- Reduce load at end of cut: For brittle specimens, reduce the load towards the end of the cut to minimize the risk of fracturing as the blade exits the material.
- Use appropriate cutting fluid: Select the cutting fluid appropriate for the material. Some materials require specific fluids to prevent reactions or contamination.
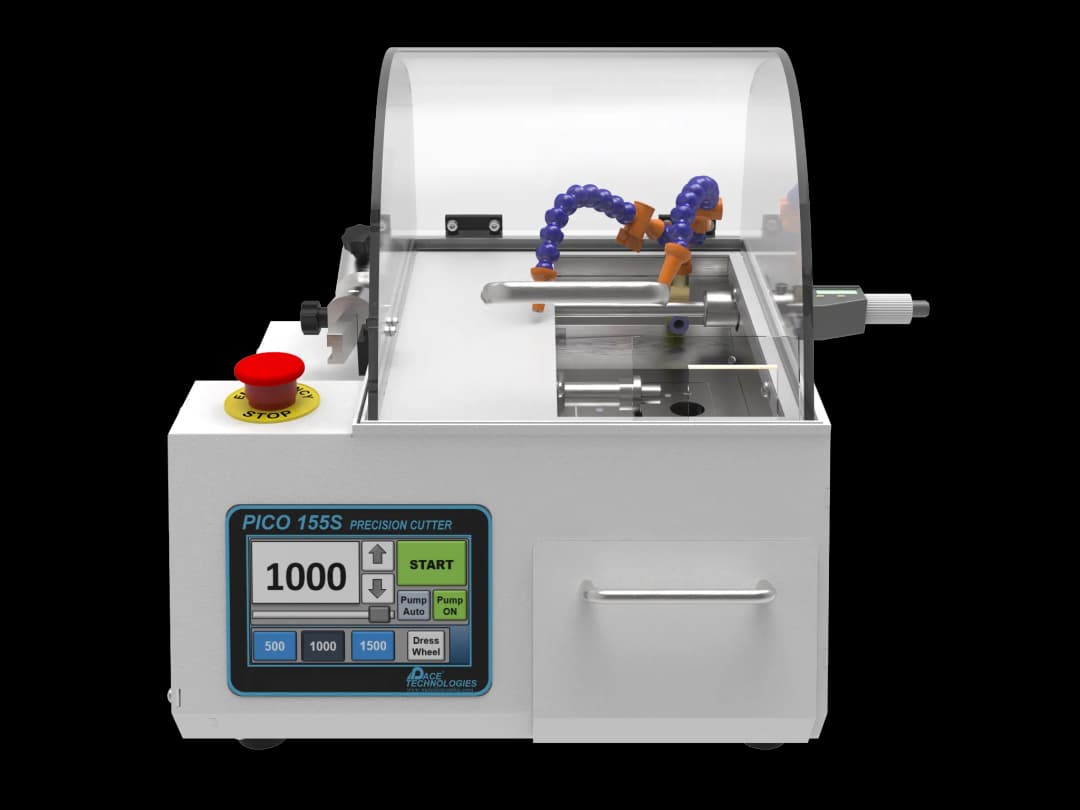
Precision wafering systems use thin diamond or CBN blades to produce low-damage cuts ideal for delicate materials and thin sections.
Diamond and CBN Blade Selection for Precision Wafering
Precision wafering requires diamond or cubic boron nitride (CBN) blades, which are fundamentally different from abrasive blades. These blades use diamond or CBN particles bonded to a metal or resin core, and are designed to cut hard and brittle materials with minimal damage.

Diamond and CBN blades for precision wafering. Available in various grit sizes and concentrations for different materials.

Electroplated diamond blades expose a single layer of diamond with a high, rough abrasive profile, suited to soft or gummy materials that would clog smoother blades.
Types of Diamond Blades
- Resin-bonded diamond blades: Diamond particles embedded in a resin matrix. Provide smooth cutting with minimal damage. Ideal for brittle materials and when surface quality is critical.
- Metal-bonded diamond blades: Diamond particles pressed into a metal binder along the rim. The most common precision wafering blade: long life and broad applicability, including hard ceramics and high-volume work.
- Electroplated diamond blades: A single layer of diamond particles electroplated onto a metal core, producing a high, rough abrasive profile. Used for soft and "gummy" materials (bone, plastics, rubbery composites) where a smoother blade would clog.
- CBN blades: Cubic boron nitride particles instead of diamond. Excellent for ferrous materials: diamond reacts with iron at cutting-zone temperatures and dulls rapidly, while CBN does not. Ideal for high-carbon and hardened steels.
Wafer Blade Selection Guidelines
Selecting the appropriate wafer blade depends on the material characteristics, including hardness, brittleness, and toughness. The following table provides specific guidelines for blade selection, cutting speed, and load for different materials:
| Material | Characteristic | Speed (rpm) | Load (grams) | Blade (grit/conc.) |
|---|---|---|---|---|
| Silicon substrate | Soft/Brittle | <300 | <100 | Fine/Low |
| Gallium arsenide | Soft/Brittle | <200 | <100 | Fine/Low |
| Boron composites | Very brittle | 500 | 250 | Fine/Low |
| Ceramic fiber composites | Very brittle | 1000 | 500 | Fine/Low |
| Glasses | Brittle | 1000 | 500 | Fine/Low |
| Minerals | Friable/Brittle | >1500 | >500 | Medium/Low |
| Alumina ceramic | Hard/Tough | >1500 | >500 | Medium/Low |
| Zirconia (PSZ) | Hard/Tough | >3500 | >800 | Medium/Low |
| Silicon nitride | Hard/Tough | >3500 | >800 | Medium/Low |
| Metal matrix composites | Varies | >3500 | >500 | Medium/High |
| General purpose | Varies | Variable | Variable | Medium/High |
Counter-intuitive but true: hard, tough ceramics such as partially-stabilized zirconia, silicon nitride, and dense alumina cut better at high speed and high load. At high speed and load the crack propagates in the direction of the cut rather than laterally into the specimen. For softer brittle materials (silicon, gallium arsenide, glasses), the opposite holds: use low speed and low load with a fine blade.
Understanding Diamond Blade Specifications
- Fine grit: Smaller diamond particles produce smoother cuts with less damage. Ideal for brittle materials and when minimal damage is critical.
- Medium grit: Balanced cutting performance for hard and tough materials. Provides good material removal rate while maintaining reasonable cut quality.
- Low concentration: Fewer diamond particles per unit area. Reduces cutting aggressiveness and heat generation, ideal for delicate materials.
- High concentration: More diamond particles for faster cutting. Suitable for tougher materials that can withstand more aggressive cutting.
Blade Thickness Considerations
Precision wafering blades are typically 0.1-0.5 mm thick, much thinner than abrasive blades. Thinner blades:
- Minimize material loss (kerf width)
- Reduce heat generation
- Produce smoother cut surfaces
- Require more precise equipment and setup
- May be more fragile and require careful handling
Example Products: Diamond and CBN BladesDiamond and CBN blades for precision wafering applications
For purchasing options and product specifications, see commercial supplier website.
Next Steps: After selecting your diamond blade, configure the Cutting Parameters (speed, load, cooling) for precision wafering. See Best Practices for complete procedures.
Cutting Parameters
Proper cutting parameters are essential for minimizing damage and achieving good results. The key parameters are cutting speed, feed rate (pressure), and cooling. These must be balanced to achieve efficient cutting while preventing excessive heat and deformation.
Note: These parameters work in conjunction with your blade selection. Refer to Abrasive Blade Selection or Diamond Blade Selection to ensure you've chosen the appropriate blade for your material and application.
Cutting Speed
Cutting speed affects heat generation, cutting efficiency, and blade life, but the two sectioning methods specify speed differently:
- Abrasive cut-off wheels are rated by surface speed, typically 2,500–4,500 surface feet per minute (SFM). The corresponding RPM depends on blade diameter, and most metallographic abrasive cutters run at a fixed wheel speed (roughly 2,800–3,800 RPM for 250–350 mm wheels). In practice, your adjustable variables are feed rate, force, and coolant flow rather than wheel speed.
- Precision wafering saws are specified by spindle speed (RPM) together with an applied load in grams. Speeds range from under 300 RPM for soft, brittle materials such as silicon up to several thousand RPM for hard, tough ceramics. See the wafer blade selection table above for material-specific starting points.
Rule of thumb: for precision wafering, match speed and load to the material's response: low speed and low load for soft, brittle materials, and high speed and high load for hard, tough ceramics. For abrasive cutting, control heat through feed rate and coolant rather than speed.
Feed Rate and Pressure
Feed rate (how fast the blade advances into the material) and pressure must be balanced. Too much pressure can cause:
- Excessive heat generation
- Blade wear and premature failure
- Deformation in soft materials
- Poor cut quality
Too little pressure results in slow cutting and may cause blade glazing. Apply steady, moderate pressure and let the blade do the cutting. Avoid forcing the cut.
Cooling
Adequate cooling is critical for preventing heat damage and extending blade life. Cooling serves multiple purposes:
- Removes heat from the cutting zone
- Flushes away cutting debris
- Lubricates the cutting action
- Prevents material from adhering to the blade
Use a continuous flow of coolant directed at the cutting zone. Water-based coolants are most common, but specialized coolants may be needed for certain materials. Ensure adequate coolant flow throughout the entire cut.
Cutting Direction
For most materials, cutting perpendicular to the surface of interest provides the best results. However, some applications may require angled cuts. Consider the following:
- Cut perpendicular to the surface of interest when possible
- For layered materials, cut perpendicular to the layers
- Avoid cutting through welds or joints at sharp angles
- Plan the cut to minimize the distance through the material
Best Practices
Following best practices ensures consistent, high-quality sectioning results while maximizing blade life and minimizing damage. These practices apply to both abrasive sectioning and precision wafering, though specific techniques may vary based on your chosen method and cutting parameters.
Pre-Cutting Preparation
- Sample marking: Clearly mark the cutting plane before sectioning
- Sample cleaning: Remove surface contamination that could affect cutting
- Equipment check: Verify blade is properly mounted and secure
- Coolant check: Ensure adequate coolant supply and flow
- Safety: Wear appropriate personal protective equipment
During Cutting
- Apply steady, consistent pressure - let the blade do the work
- Maintain adequate coolant flow throughout the cut
- Monitor for excessive heat, smoke, or unusual sounds
- Do not force the cut - if cutting is difficult, reduce speed or pressure
- For deep cuts, periodically retract the blade slightly to allow cooling
Post-Cutting
- Allow the sample to cool before handling
- Clean the sample to remove cutting fluid and debris
- Inspect the cut surface for damage, cracks, or excessive deformation
- Document cutting parameters for future reference
- Clean and inspect the blade for wear or damage
Blade Maintenance
- Store blades in a dry location to prevent corrosion
- Inspect blades before use for cracks or excessive wear
- Replace blades when cutting becomes inefficient or quality degrades
- Use blade dressing tools if available to restore cutting performance
- Keep a record of blade usage to optimize replacement schedules
Pro Tip: For critical applications, make a test cut on a similar material first to verify cutting parameters. This helps optimize settings and prevents damage to valuable samples.
Troubleshooting Common Issues
Understanding common sectioning problems and their solutions helps maintain consistent quality and extends blade life. Use the table below to quickly identify issues and find solutions.
Related Sections: Many troubleshooting issues relate to blade selection or cutting parameters. If you're experiencing problems, review Abrasive Blade Selection, Diamond Blade Selection, and Cutting Parameters to ensure proper setup.
| Problem | Symptoms | Common Causes | Solutions |
|---|---|---|---|
| Excessive Heat Generation |
|
|
|
| Poor Cut Quality |
|
|
|
| Excessive Deformation |
|
|
|
| Blade Wear Issues |
|
|
|
| Cutting Too Slow |
|
|
|
Quick Reference: Most sectioning problems can be resolved by adjusting cutting speed, pressure, or blade selection. Always ensure adequate cooling and proper blade mounting before making other adjustments.
Recommended Equipment

Abrasive Cut-Off Machines
Precision abrasive cut-off machines with variable speed control, automatic feed, and integrated cooling systems for consistent sectioning results.
View Abrasive Cut-Off Machines →
Precision Wafering Systems
High-precision wafering systems using thin diamond or CBN blades for minimal-damage sectioning of delicate materials and thin sections.
View Precision Wafering Systems →Explore More Procedures
Browse our comprehensive procedure guides for material-specific preparation methods and get personalized recommendations.